
Pilotprojekt aus Petting
 SHT hat bereits vor einiger Zeit über die Rendemix-Lösung berichtet. Nach rund zehn Jahren lohnt sich ein Blick auf die Erfahrungen im Einsatz. Die Brauerei Schönram in Petting in Oberbayern optimierte damals die gesamte hydraulische Einbindung der einzelnen Stationen mit der Mehrwege-Mischventil-Technik Rendemix, die die Sud- und Rohbierflüsse mit minimalem Energieaufwand temperiert und zu den einzelnen Herstellungseinheiten lenkt.
SHT hat bereits vor einiger Zeit über die Rendemix-Lösung berichtet. Nach rund zehn Jahren lohnt sich ein Blick auf die Erfahrungen im Einsatz. Die Brauerei Schönram in Petting in Oberbayern optimierte damals die gesamte hydraulische Einbindung der einzelnen Stationen mit der Mehrwege-Mischventil-Technik Rendemix, die die Sud- und Rohbierflüsse mit minimalem Energieaufwand temperiert und zu den einzelnen Herstellungseinheiten lenkt.
Die Sanierung der internen Brauereilogistik war die dritte Stufe einer Generalsanierung. Die startete vor vielen Jahren mit Erdgas statt Heizöl, indem das Brauhaus eine Erdgasleitung vom abseits verlaufenden Netz zum Gebäudekomplex verlegen ließ. Es rüstete danach die Heizwärmeversorgung vollständig auf Abwärmerückgewinn aus den einzelnen Installationen der Zwischenfertigung um. 2015 schließlich beauftragte sie den Expertenbetrieb Lorenz Mayer mit der Optimierung der hydraulischen Kreise.
Energiebedarf und -kosten
Hydraulische Optimierung und Brennstoffpreise: Was kostet Erdgas? Der Großhandel untergliedert sein Angebot im Allgemeinen in drei Tarife: Haushaltskunden mit einem Jahresverbrauch unter 100.000 kWh, Gewerbekunden (Gewerbegas) über 100.000 kWh bis etwa 1,5 Mio. kWh sowie Industriegas für Abnehmer mit einem Bezug oberhalb der Gewerbestufe. Die genannten Grenzen sind nicht zementiert, sie lassen Abweichungen zu. Bei der dritten Gruppe handelt es sich nicht grundsätzlich um energieintensive Industrieunternehmen im Kontext mit der pflichtigen CO2-Bepreisung dieser Hersteller. Als energieintensiv gelten Produzenten, wenn der Öl- oder Gaseinkauf an der Bruttowertschöpfung mehr als 15 Prozent ausmacht (Porzellan- und Glasindustrie, Papier, Chemie, Teile der Metallindustrie, Mineralölwirtschaft). Die Bruttowertschöpfung umfasst jenen Mehrwert oder Ertrag, der in einem Unternehmen durch die Bearbeitung von (zugekauften) Vorprodukten entsteht. Energieintensiven Unternehmen per Definition billigt der Staat über zum Beispiel kostenlose Zertifikate ein bestimmtes Emissionsvolumen zu, für den Ausstoß, der darüber hinaus geht, fällt jedoch eine CO2-Abgabe an. Sie soll dazu animieren, den Produktionsprozess energieärmer zu gestalten.

Die Protagonisten der hydraulischen Sanierung (v.r.): Brauereibesitzer Alfred Oberlindober, Anlagenbauer Lorenz Mayer, Sascha Unterrainer.

Die Abwärme fließt in den 10 m hohen 85.000-l-Speicher. Rückseitig hat der Behälter sechs Anschlüsse, über die die Abwärmelieferanten ihre unterschiedlichen Temperaturen einspeisen. Die Regelung lässt zu, je nach Bedarf beziehungsweise Menge sozusagen Weichen zu stellen und zum Beispiel in dem Anschluss für 40grädiges Wasser auch 50grädiges einzufüllen, wenn es die Situation verlangt.
Braubetriebe beziehen mehrheitlich Industriegas, da 100.000 Hektoliter und mehr pro Jahr nur mit einem hohen Strom- und Brennstoffverbrauch zu gären sind. Der geht ins Geld. Selbst (noch) ohne CO2-Abgabe belastet, rentieren sich Optimierungsmaßnahmen. In den letzten sieben Jahren verdoppelte sich der Gaspreis für industrielle Abnehmer in Deutschland von 2,7 Cent pro 1 kWh auf aktuell 5,44 Cent (Brauerei Schönram 2024/2025), nachdem er bis Juli 2022 auf das Vierfache angestiegen war. Die Gaskosten pro 1 Euro Umsatz erhöhten sich damals im Mittel über alle Produkte betrachtet von etwa 4,1 Cent auf 16,2 Cent. Mit anderen Worten, der Anteil des Erdgases am Verkaufspreis betrug rund 16 Prozent (was man an der Kasse in Supermärkten merkte). Seit Anfang 2023 normalisieren sich zwar die Großhandelstarife wieder auf unter 30 Euro/MWh, doch ein Betrieb wie die Private Landbrauerei Schönram im oberbayerischen Petting in Steinwurfweite von der österreichischen Grenze mit jährlich 120.000 Hektoliter Schönramer Hell, Pils, Dunkel und Weiße schafft dieses Volumen nur mit 3,5 Mio. kWh Energiebezug. Je nach Kostensituation auf dem Strom- und Gasmarkt kommen da jährlich bis 200.000 Euro zusammen. Eine Einsparung von 10 Prozent, zum Beispiel allein durch eine optimierte Hydraulik in der Prozesskette, erspart bereits 20.000 Euro. Und das jedes Jahr. Nach zehn Jahren schlagen bereits 200.000 Euro „Gewinn“ zu Buche, ohne jeden weiteren Eingriff. Schönrams Planer und Anlagenbauer Lorenz Mayer, Inhaber des gleichnamigen SHK-Betriebs in Petting, überzeugte 2015 die Geschäftsführung um Eigentümer Alfred Oberlindober und um Sascha Unterrainer mit solchen Zahlen von der Sanierung des Flüssigkeittransportnetzes für die Prozesstechik. Heute, seit August 2024, steht der Nachweis auf der Energierechnung. Sascha Unterrainer will zwar den Erfolg von weit mehr als 10 Prozent nicht ausschließlich der neuen Hydraulik mit dem Mehrwegemischprinzip Rendemix der Hückelhovener Fima Baunach als Kern zugestehen, da man auch bestimmte veraltete Komponenten, etwa Pumpen mit schlechtem Wirkungsgrad, ausgewechselt und weitere Eingriffe im Zusammenhang mit der hydraulischen Überarbeitung vorgenommen hat, aber die optimierte Führung der Fluide trage mit Sicherheit den größten Anteil.

Die erdgasbetriebenen Dampfkessel haben eine Feuerungsleistung von je 1 MW.

Drallrohr-Wärmetauscher (Spirax Sarco) zur Erzeugung der Höchsttemperatur im Pufferbehälter. Die im Rohrbündel integrierten Drallrohre gestatten eine hohe Spreizung. Die heißeste Temperatur liefert der Brüden der Kondensat- Rückspeiseanlage.

Vom Pufferspeicher führen ein Vorlauf 1 und ein Vorlauf 2 durch den gesamten Betrieb. Der Vorlauf 1 für Temperaturen bis 80 °C wird allerdings nicht regelmäßig gebraucht. Vorlauf 2 stellt die Niedertemperatur von ca. 50 bis 55 °C zur Verfügung.
Besser als von Hand
Die SHT hatte das Rendemix-Verfahren schon in früheren Heften vorgestellt, doch reizte die 10-jährige Erfahrung der Pettinger Bierkocher mit dem Hückelhovener Verfahren, sich vor Ort die Installation noch einmal anzuschauen und eventuell bestätigt zu bekommen, dass es nicht immer umfangreiche, kostspielige Erneuerungsmaßnahmen mit Schwenk auf erneuerbare Energien sein müssen, um die Umwelt zu entlasten. Und dass der im GEG und in den KfW-Förderrichtlinien verlangte hydraulische Abgleich auf ein Fertigprodukt aufbauen kann, das jedes händische Bemühen zur Anpassung von exakten Energieströmen sowohl vereinfacht als auch in der Effizienz übertrumpft. Stichwort exakt: Bekanntlich führt Effizienz zu Suffizienz, zu Teilverzicht. Damit ist dem Klimaschutz schon erheblich gedient. Damit sollte man deshalb beginnen, sollte aus irgendwelchen Gründen die große Lösung nicht umsetzbar sein. Die Ursprünge des Rendemix liegen in der Reihenschaltung eines Hochund eines Niedertemperaturkreises. Die Fußbodenheizung Parterre beispielsweise nimmt den Rücklauf aus den Radiatoren im Kinderund Schlafzimmer im ersten Stock als Vorlauf, mit der Konsequenz, dass im Prinzip nur noch halb so viel Heizungswasser erwärmt wird und zirkulieren muss. Wegen der unterschiedlichen Wassermengen unten und oben im Haus wichen und weichen die Anlagenbauer mehrheitlich auf zwei Kreise aus, was unter anderem den erhöhten Energieverbrauch zur Folge hat. Der Entwickler des seinerzeit patentierten Verfahrens, Hans-Georg Baunach, hat an der TH Aachen Elektrotechnik studiert, kennt sich also mit Strömen bestens aus. Irgendwann ums Millennium herum setze er Volt und Ampere in hydraulische Größen und Einheiten um und vergoss und verschraubte seine Vorstellung einer leistungsfähigeren Hydraulik mit regelungstechnischen Komponenten zu einer intelligenten Mehrwege Mischarmatur.

Schönram rüstet auf moderne Drucklufterzeuger (im Vordergrund) um. Die Geräte liefern etwa 3 Kubikmeter pro Minute. Die Schraubenkompressoren beliefern den Sterilluftbereich, produzieren die Prozessluft zur Automation, zum Schalten von Ventilen und anderes.

Das Baunach-Prinzip – im Bild die Mischer ohne Gehäuse – ist darauf ausgerichtet, eine Schichtung mit hohem Delta T zwischen kalt und heiß im Speicher zu erreichen und die hohen Temperaturen möglichst lange zu erhalten, indem es vorzugsweise die Wassermenge aus der Mitte des Pufferspeichers verwendet und hochwertige heiße Energien quasi nur tröpfchenweise dazu impft.
Nachheizen minimiert sich
Die Einkreis-Lösung spart erheblich an Energie. Doch nicht nur das. Der Mehrwegemischer lässt zu, in einem Pufferspeicher den Inhalt nach der Temperatur stabil zu schichten, unten in eine kalte Zone, in der Mitte in eine warme Zone und oben in eine heiße Zone. Reicht beispielsweise warm aus, um die gewünschte Anforderung zu bedienen, muss nicht auf die obere heiße Zone zugegriffen werden. Muss hingegen auf die heiße Zone zugegriffen werden, so wird nicht kalt sondern warm hinzugemischt. Dadurch wird stets noch warmer Rücklauf eines Verbrauchers zur Versorgung eines zweiten Verbrauchers mit kaltem Rücklauf verwandt. Dieser warme Rücklauf des ersten Verbrauchers landet nun also nicht mehr in der Mitte des Puffers, sondern als erwärmter Rücklauf des zweiten Verbrauchers unten im Speicher, sodass die Schichtung nicht angegriffen wird. Die bleibt stabil, die eingelagerte wertvolle Exergie weitgehend erhalten. Und damit ein großes Delta T im Speicher. Der Wärmeerzeuger muss viel seltener nachheizen.
Hans-Georg Baunach hatte in einem früheren Vortrag den Vorteil des Erhalts einer hohen Spreizung an einem einfachen Beispiel so erklärt: „Stellen Sie sich vor, Sie haben einen gut geschichteten Speicher, der oben 80 °C heißes Wasser hat und unten 30 °C kaltes Wasser. Wenn Sie den jetzt vollständig durchmischen, dann bleiben Ihnen überall 55 °C. Sie haben keine Wärme verloren, aber die Schichtung ist zerstört. Der Wärmeerzeuger muss anspringen. Nicht, weil der Speicher leer ist, sondern weil kein heißes Wasser mehr da ist. Wenn der Kessel anspringen muss, obwohl der Speicher nicht leer ist, wird der Puffer eine seiner Aufgaben nicht wahrnehmen können, den Wärmeerzeuger vor allzu häufigen Starts und Stopps zu schützen. Mit den üblichen Konsequenzen von hohem Verschleiß und vermehrten Anfahrverlusten und damit nutzloser Vergeudung von Energie.“ Die Denke des Rendemix sieht dagegen so aus: Er konserviert die hohen Grade. Ohne die Beladungstemperatur anzufassen, erhöht sich dadurch die Kapazität eines Boilers im dynamischen Be- und Entladebetrieb um bis zu 160 Prozent, wie die Hochschule Biberach in einem Versuch ermittelt hat.
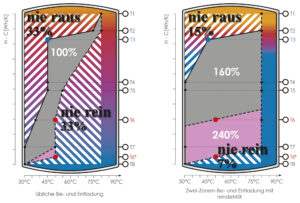
Langzeittest in der Hochschule Biberach: Pufferbe- und -entladung nach dem Zwei-Zonen-Prinzip. Die Speicherkapazität erhöht sich beim Zwei-Zonen- Betrieb um160 Prozent, der Kessel muss wesentlich seltener nachheizen.
Anlagenwirkungsgrad statt Kesselwirkungsgrad

Hauptverteiler mit Mehrwegemischer
Lorenz Meyer realisierte in Schönram die verschiedenen Vorteile des Baunachschen Prinzips. Vor vielen Jahren hatte er darüber in der SHT gelesen, sich damit genauer beschäftigt, die Technik erprobt und schwört seitdem darauf. Aufträge wickelt er praktisch nicht mehr ohne diesen Mehrwegeblock ab. „Ich behaupte, wenn ich Zweifamilienhäuser mit Baunach-Stationen und Pufferspeicher ausstatte, führt das zu einer Energieeinsparung zwischen 30 und mehr Prozent. Natürlich muss alles, was vor der Baunach-Station und danach ist, stimmen, bis hin zur Einbindung der Leitungen in den Pufferspeicher, die sehr oft falsch oder ineffizient ist. Der Speicher ist das wichtigste Glied in einer Heizungsanlage. Die Kesselhersteller versprechen Ihnen Wirkungsgrade von 92 und 93 Prozent. Die nützen mir herzlich wenig, wenn die Anlage nicht optimiert ist. Ich bin mir sicher, sehr viele, sogar die meisten Heizungen kommen auf einen maximalen Anlagenwirkungsgrad von 75 Prozent, mehr nicht. Zum Teil deshalb, weil im Speicher hohe Temperaturen vermischt werden und der Energieerzeuger ständig reagieren und nachheizen muss.“ Für manche Kollegen und für den Endkunden sei der Energieerzeuger die eigentliche Heizung. Was nicht richtig sei. Dem Kunden werde ein Wirkungsgrad seiner Investition von den genannten 92 und 93 Prozent vorgegaukelt. „Dem fehlt jedoch jeder Indikator zur Bewertung der Effizienz. Der nimmt die Aussage ab und weiß nicht, dass seine Wärmeversorgung mindestens 20 Prozent sparsamer sein könnte. So sieht die Realität aus.“ Vielfach gehe es lediglich ums Verkaufen, ums Geldverdienen. Man habe Sorge, bei der Auftragsvergabe wegen des etwas teureren Baunach-Mischers nicht zum Zug zu kommen. „Die Kollegen tun sich schwer, die Wirksamkeit zu vermarkten. Die Situation ist die: Wenn ich das Prinzip auf einer Versammlung oder in einem Gespräch erkläre, sind sie hellauf begeistert. Wenn sie es dann einbauen sollen, stört sie der Mehrpreis. Sie haben Angst, den Auftrag zu verlieren und streichen den Effizienzgewinn, verzichten auf die richtige Technik zwischen Energieerzeuger, Pufferspeicher und Energieverbraucher. Mit dem Rendemix-Prinzip wären sie in der Energieeinsparung in einer ganz anderen Liga.“
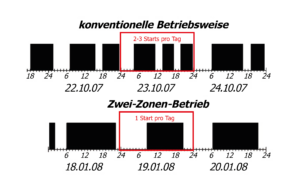
Taktzahl-Vergleich Zwei-Zonen-Betrieb mit konventioneller Betriebsweise
Der Bierdurchlauf
Das aus Gerste oder Weizen gewonnene Malz (zum Keimen gebrachtes Getreide) wird gemahlen, geschrotet und zusammen mit Wasser in den Maischbottich gegeben. Er fasst meist mehrere tausend
Liter. Diese Maische erhitzt der Braumeister. Dabei wandeln Enzyme die Stärke aus den Malzkörnern in Malzzucker um. Der nächste Schritt ist ein wenige Stunden dauerndes Kochen der Maische und des Hopfens in der meist kuppelförmigen Würzpfanne, auch Sudkessel genannt. Hier gibt der Hopfen, eine Kletterpflanze, seine Bitterstoffe ab und sorgt für den typisch herben Biergeschmack. Danach geht die Charge in den Gärraum. In der Landbrauerei Schrönam wird über zehn Tage in offenen Behältern vergoren. Die Zugabe von Hefe wandelt hier den Zucker in Alkohol und CO2 um. Abschließend lagern die Schönramer das rohe Bier in liegenden Behältern ein. Liegend deshalb, weil gegenüberstehend bestimmte gewünschte Reaktionen ablaufen, die mit den speziellen Druckverhältnissen im Bauch horizontaler Lagerbehälter zu tun haben. Der Endvergärung in diesen Behältern schließt sich die Filtration zur Entfernung von Hefen und teilweise auch schädlichen Stoffen an. Nach der Filtration verweilt das Bier relativ kurz in den stehenden Drucktanks (drei im Bild) mit einem Vordruck von etwa 1,5 bar. Von dort wird es in Flaschen oder Fässer abgefüllt.




Einfluss durch den Großhandel
Der Pettinger ist davon überzeugt, dass auch der Großhandel Einfluss auf diese Geschichte hat. „Der steuert seine Fachinstallateure, gibt ihnen das Material an die Hand, teilweise mit Planungen, mit Auslegungen. Baunach ist auf der Schiene nicht vorhanden. Der Kunde müsste von sich aus schon sagen, stopp, das Material will ich nicht, ich will die Mischerstation, die baue ich nach eigenem Plan ein. Aber nur Wenige lehnen sich so weit aus dem Fenster.“ In der Brauerei hängt praktisch an jedem Heizkreis und jedem Behälter für Nieder- und für Hochtemperatur der Rendemix. Der Hauptspeicher für Prozesswasser fasst 85.000 Liter. Zehn Meter hoch steht er in einer der Hallen und sammelt die Energie aus den verschiedensten Quellen ein: vom Wärmeerzeuger, von den Wärmetauschern für die Wärmerückgewinnung aus den Prozessen, vom Rücklauf aus Heizkreisen, Prozesswärme aus der Dampferzeugung, Abwärme aus der Drucklufterzeugung. Ebenfalls fließt die Kondensationswärme aus den Kälteanlagen zur Bierkühlung in den Großbehälter. „Unsere Brauerei bemüht sich, nicht eine einzige Kilowattstunde zu verschwenden. Wir haben eine Vielzahl von Wärmetauschern zur Rückgewinnung installiert. In der Vergangenheit bliesen wir Einiges über das Dach ab. Das machen wir heute nicht mehr. Sämtliche Wärme bleibt im Prozess“, sagt Sascha Unterrainer. „Es gibt auch keine einzige hydraulische Weiche, die Exergie mit Anergie vermischt und entwertet. Die Verbrauchergruppen saugen sich über den geringen Druckverlust in den Leitungen ihren Bedarf. Zudem entsteht im Pufferspeicher ein geringer thermischer Auftrieb durch das heiße und durch das kühle Wasser. Diesen Auftrieb nutzen wir, sodass das Wasser schon fast freiwillig zu den Verbrauchergruppen fließt. Wir benötigen keine einzige Vorlaufpumpe.“

120.000 Hektoliter produziert Schönramer jährlich.
Niedertemperatur wo möglich
Die Ammoniak-Kühlungsanlage für Bier und Zwischenprodukte wartet mit einer Abwärmeleistung zwischen 80 und 220 kW und einer Vorlauftemperatur zwischen 33 und 39 °C auf. Damit ist sie ein Niedertemperatur-Erzeuger und deswegen sind viele Verbraucher im Gebäudekomplex auf Niedertemperatur ausgelegt. Deshalb die Fußbodenheizung, extra große Heizkörper, Deckenstrahlplatten, Betonkernaktivierung. Selbstverständlich bedarf es auch der Hochtemperatur. Zum Beispiel 65 °C für das 60grädige Brauchwarmwasser. Dafür ist ebenfalls der Baunach-Mischer zuständig. Die 85 °C, die im Pufferspeicher ganz oben im Dom lagern, stammen aus dem Kesselhaus. Das liefert etwa 90 °C, die Druckluftkompressoren zwischen 50 und 55 °C. Der für den Betrieb verantwortliche Stefan Unterrainer betont noch einmal: „Aus dem Abfall unseres Bezugs von etwa 3,5 Mio. kWh, also aus der Wärmerückgewinnung, werden die Heizungswasserverbraucher in dem Gebäudekomplex vollständig versorgt. Auch die Warmwasserbereitung.“ Vor 20 Jahren verteilten sich viele Ölkessel im Betrieb. Mit deren Eliminierung, mit einer Modernisierung der Prozesse und der Wärmeversorgung Jahre vor der hydraulischen Optimierung sowie der eigenen Gasleitung schaffte es die Privatbrauerei aus dem Jahr 1780 bei einem Energievergleich auf Landesebene regelmäßig in die Spitzengruppe der Top 5. Dieser Vergleich bezieht sich auf die Effizienz der Produktion. Er will wissen, mit wieviel Energie wird ein Hektoliter Bier gebraut? Wärme um 50 und Strom um 15 kWh bei einem Ausstoß von 100.000 Hektoliter. Da Schönram expandiert, rückte das Unternehmen mit seinen 120.000 Hektolitern mittlerweile in die Einstufung 100.000 bis 500.000 Hektoliter. Da tue sich das Unternehmen noch schwer, einen Spitzenplatz zu erreichen. „Einfach deshalb, weil Wettbewerber mit beispielsweise 400.000 Hektoliter sich einen noch moderneren Maschinenpark leisten können“, räumt Sascha Unterrainer ein. Man werde aber trotzdem etwas tun und im nächsten Jahr unter anderem Wärmepumpen einsetzen. Natürlich müssen auch Wärmepumpen, Betonkerntemperierungen und Fußbodenheizungen hydraulisch abgeglichen werden –und zwar, für Lorenz Mayer eine Selbstverständlichkeit, mit dem Mehrwege-Mischer-Prinzip.
Laden Sie sich den Fachartikel als PDF herunter
