
A good feeling is half the battle
What is the quality of a control loop?
Sensor on CHP
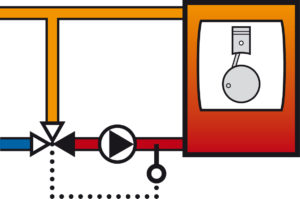
A controller constantly compares a specified SET value with a measured ACTUAL value and determines a reaction (manipulated variable) from the difference (deviation) with the aim of making the deviation between the SET and ACTUAL values as small as possible. If, for example, a constant return temperature of 60°C is required for a CHP unit, this is the SET value, while the ACTUAL value is determined by a temperature sensor. A possible reaction would be a three-point signal that opens, stops or closes a mixing valve via an electric drive so that the return temperature is raised, maintained or lowered.
Control behaviour through sensor
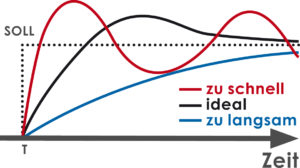
The quality of the control loop is primarily understood as how precisely and how quickly the controller brings the ACTUAL value closer to the TARGET value, for example after a sudden change in the TARGET value at time T. Ideally, the ACTUAL value only overshoots the target slightly once and then approaches the TARGET value from this side. If the controller is too slow, too much time passes until the target is reached. If the controller is too fast, it swings several times over the target. Since in our example the servomotor is also part of the control loop and thus influences its quality, its running time should be set correctly on the controller, if this option exists.
What is a dead time?
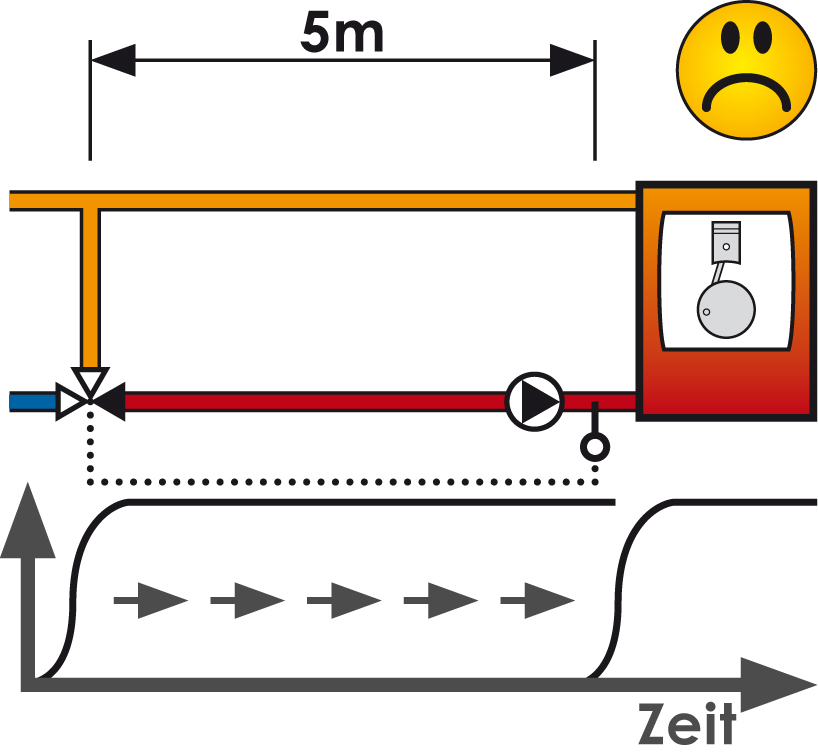
Long distance of the sensor to the mixer
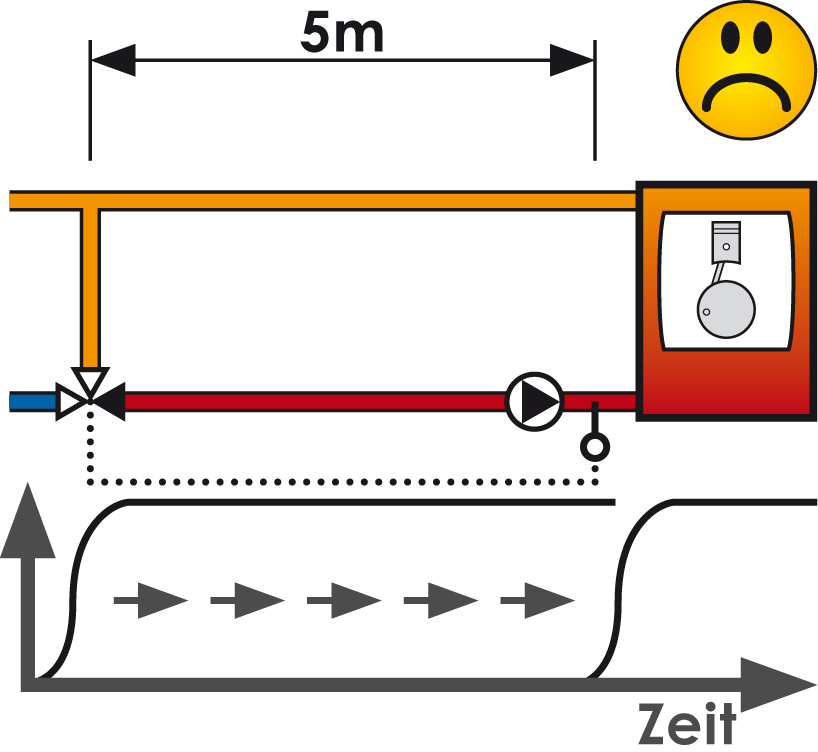
The dead time of the controlled system is the time that elapses before the effect of a change in the controller is detected by the sensor. If, for example, the sensor of our above-mentioned return lift is located at the return inlet of the CHP, while the mixer has been installed 5m away, the dead time is at least as long as the running time (t) that the water needs to flow the distance (s) at the speed (v) from the mixer to the sensor.
t = s / v
v = Q / A = Q / ¼πDN²
For a CHP unit with a thermal output of 12.5kW, which supplies 80°C in the flow and receives 60°C in the return, the delta-T is 20K and the flow rate (Q) is therefore 0.54m³/h. This results in the following flow velocities (v) for the following nominal diameters and the following running times (t) for a 5m section, for example:
| DN [mm] | v [m/s] | t [s] | |
| 15 | ½“ | 0,84 | 5,9 |
| 20 | ¾" | 0,47 | 10,6 |
| 25 | 1″ | 0,30 | 16,5 |
| 32 | 1¼" | 0,19 | 27,0 |
First of all, it can be seen from this that a greatly oversized nominal size leads to a significant increase in dead time. And this certainly gets in the way of a high controller quality.
Why is the correct sensor installation so important?
Furthermore, it is clear that the distance between the sensor and the mixer must be as small as possible in order not to increase the dead time unnecessarily. This makes the location of the sensor the first parameter to be considered.
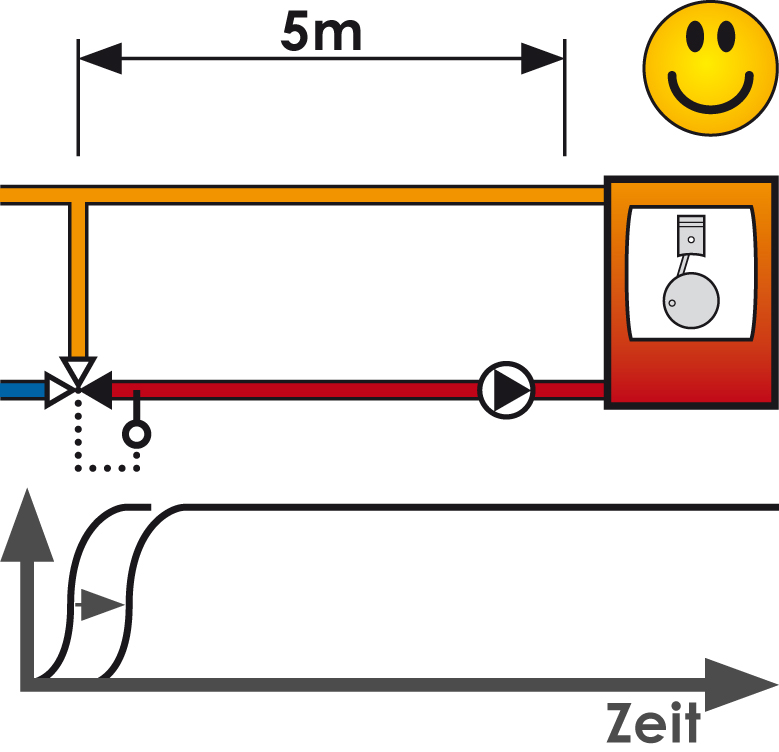
Short distance of the sensor to the mixer
But the heat transfer from the heating water to the sensor is also a hurdle with time relevance: the better the heat transfer, the faster the sensor reacts. Contact sensors that are mounted from the outside on the pipe through which the heating water to be measured flows are particularly common. Three main factors come into play here:
Contact surface
The contact area should be as large as possible. For example, if a probe is placed lengthwise on a corrugated tube, only several small points are available for heat transfer.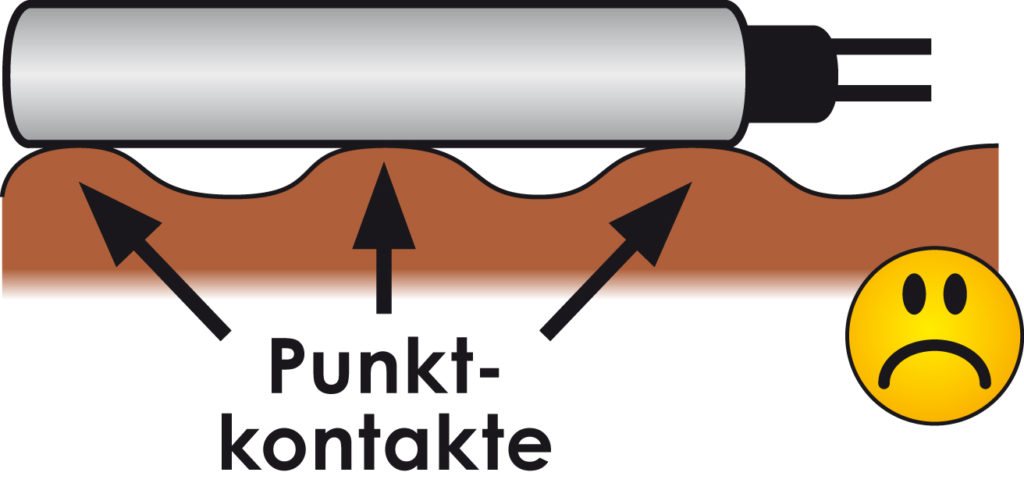
With a smooth tube, the contact between sensor and tube still consists of a line. Only through the use of thermal paste or another thermal bridge does the line become the required contact surface that guarantees rapid heat transfer.
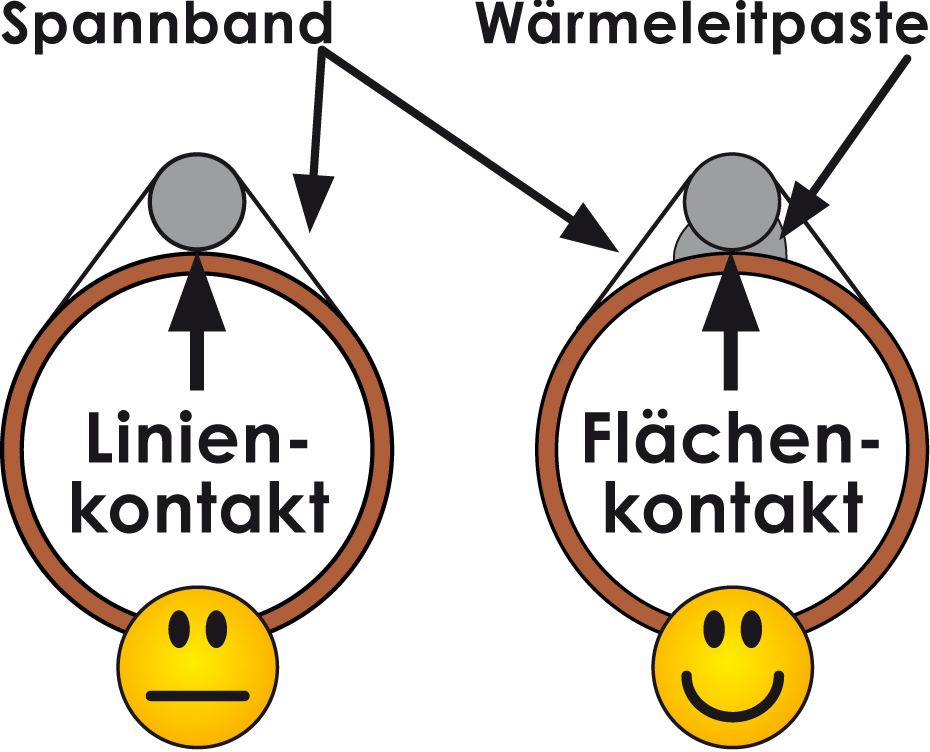
Sensor without thermal paste and sensor with thermal paste
Thermal conductivity of the transition materials
Metals are the best heat conductors in contrast to plastics, oxides (rust) or other impurities. Therefore, the pipe should be made of metal and carefully cleaned before sensor installation.
Contact pressure
The tension of the contact force should be permanently maintained elastically, which must be taken into account when selecting the tensioning strap. In this respect, a spiral spring wire is certainly better than a cable tie and a cable tie is certainly better than adhesive tape.
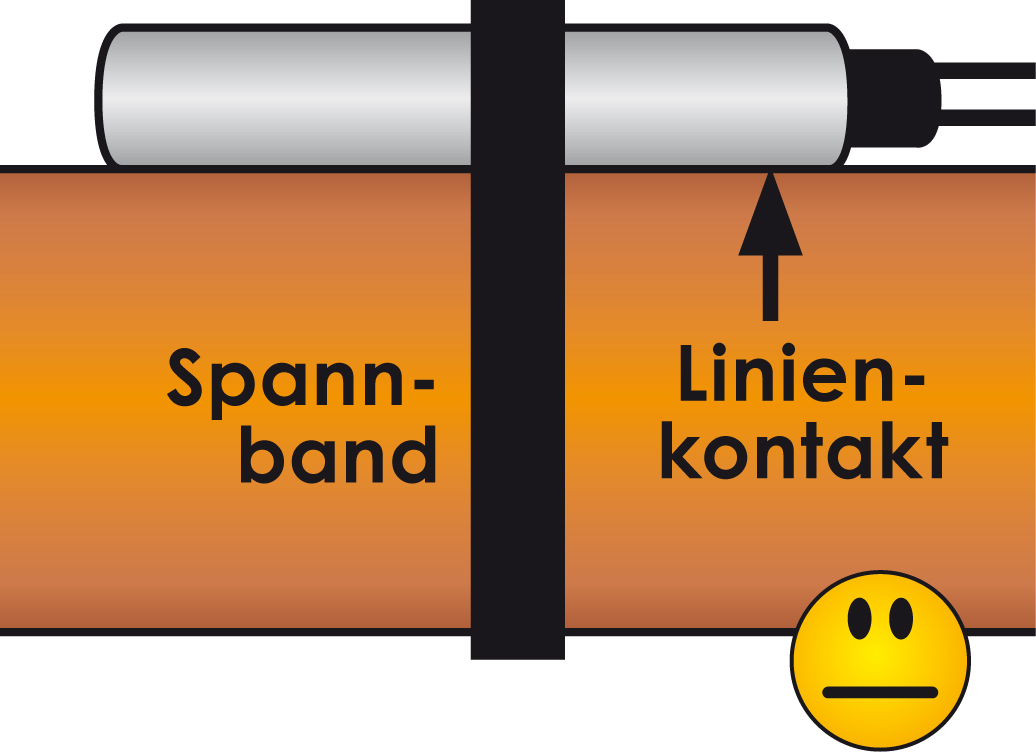
Contact pressure due to tensioning strap
In any case, the installer's expertise and care are required to avoid unnecessary errors at this point, which in the worst case can deteriorate the control loop quality to such an extent that permanent temperature fluctuations occur in the return of the CHP unit.
Poor heat transfer leads to longer dead time