
ペッティングのパイロット・プロジェクト
 SHTは、レンデミックス・ソリューションについて少し前に報告した。約10年後、レンデミックスの使用から得られた経験を振り返ってみる価値がある。当時、オーバーバイエルンのペッティングにあるシェーンラム醸造所は、レンデミックス・マルチポート・ミキシングバルブ技術によって、個々のステーションの油圧統合全体を最適化しました。
SHTは、レンデミックス・ソリューションについて少し前に報告した。約10年後、レンデミックスの使用から得られた経験を振り返ってみる価値がある。当時、オーバーバイエルンのペッティングにあるシェーンラム醸造所は、レンデミックス・マルチポート・ミキシングバルブ技術によって、個々のステーションの油圧統合全体を最適化しました。
醸造所内物流の改修は、全体的な改修の第3段階だった。これは何年も前に、暖房用石油の代わりに天然ガスを使い、醸造所が敷地外のネットワークから建物群まで天然ガスのパイプラインを敷設したことから始まった。そして2015年には、油圧回路の最適化をローレンツ・マイヤー社に依頼した。
エネルギー要件とコスト
水力最適化と燃料価格:天然ガスの価格は?卸売業者は、一般的に3つの料金体系に分けている:年間消費量が10万キロワット時未満の家庭用ガス、10万キロワット時を超え150万キロワット時程度までの業務用ガス、そして業務用レベルを超える購入量の産業用ガスです。これらの制限は固定されておらず、逸脱が認められている。第3のグループは、エネルギー集約型産業企業であり、これらの生産者のCO2価格決定が義務化されているため、基本的にエネルギー集約型産業企業ではない。石油またはガスの購入が付加価値総額の15%以上を占める場合、エネルギー集約型とみなされる(磁器・ガラス産業、製紙、化学、金属産業の一部、石油産業)。粗付加価値とは、(購入した)中間製品の加工によって企業内で生み出される付加価値または収益のことである。定義によれば、エネルギー多消費型企業に対しては、国は、例えば無料証明書を通じて一定量の排出を認めるが、この量を超える排出に対してはCO2賦課金が課される。これは、エネルギー多消費型の生産工程を減らすよう、企業にインセンティブを与えることを意図している。

油圧改修の主役たち(右から):醸造所のオーナー、アルフレッド・オーベルリンドベール、プラントエンジニアのロレンツ・マイヤー、サッシャ・ウンターレーナー。

廃熱は高さ10メートルの8万5000リットルの貯蔵タンクに流れ込む。タンク後部には6つの接続口があり、そこから廃熱供給会社がそれぞれの温度を供給する。制御システムにより、需要や量に応じてコースを設定することが可能で、例えば、状況に応じて40度のお湯を50度のお湯で満たすことができる。
年間10万ヘクトリットル以上を発酵させるには、電気と燃料を大量に消費しなければならないからだ。これは高くつく。CO2賦課金がなくても、最適化対策は実を結ぶ。過去7年間で、ドイツの工業用需要家のガス料金は、1kWhあたり2.7セントから現在5.44セント(シェーンラム醸造所2024/2025年)に倍増し、2022年7月には4倍になっている。売上高1ユーロ当たりのガスコストは、全製品平均で約4.1セントから16.2セントに増加した。言い換えれば、天然ガスは販売価格の約16%を占めていた(これはスーパーマーケットのレジで顕著だった)。卸売料金は2023年初頭から再び30ユーロ/MWh以下に正常化されたが、オーストリア国境から目と鼻の先のオーバーバイエルン州ペッティングにある私営ランドブラウエライ・シェーンラム醸造所のように、毎年12万ヘクトリットルのシェーンラマー・ヘル、ピルス、デュンケル、ヴァイスを生産する企業は、350万kWhのエネルギー購入でこの量を達成するしかない。電力・ガス市場のコスト状況にもよるが、これは年間20万ユーロに上る。例えば、プロセス・チェーンにおける油圧の最適化だけでも、10%の節約で20,000ユーロの節約になる。それも毎年だ。10年後には、それ以上手を加えなくても、すでに20万ユーロの「利益」が出ている。ペッティングにある同名のHVAC会社のオーナーであるシェーンラムのプランナー兼プラントエンジニアのロレンツ・マイヤーは、このような数字を使って、オーナーのアルフレッド・オーバーリンドーバーとサッシャ・ウンターライナー率いる経営陣を説得し、2015年にプロセス技術のための流体輸送ネットワークを近代化した。今日、2024年8月以降、その証明はエネルギー請求書に現れている。ヒュッケルホーフェンに本社を置くバウナッハ社のレンデミックス・マルチウェイ・ミキシング原理を採用した新しい油圧機器だけで、10パーセントをはるかに超える成功を収めたとは、サッシャ・ウンターレーナー氏は考えていない。

天然ガスを燃料とする蒸気ボイラーは、それぞれ1MWの燃焼能力を持つ。

スワールチューブ式熱交換器(Spirax Sarco)は、バッファータンク内の最高温度を発生させます。チューブバンドルに組み込まれたスワールチューブにより、高い広がりを実現。最高温度は、凝縮水回収システムからの蒸気によって供給される。

バッファシリンダーからフロー1とフロー2が全操作を通じて流れる。しかし、80℃までのフロー1は常用されない。フロー2は約50~55℃の低温を供給する。
手作業より良い
SHTは、前号ですでにRendemixプロセスを紹介していたが、Pettinger Bierkocherの10年にわたるHückelhovenプロセスの経験に後押しされ、現場でもう一度設置を見て、環境への負担を減らすために、再生可能エネルギーへの切り替えを伴う大規模で費用のかかる改修対策を必ずしも行う必要はないことを確認することができた。また、GEGとKfWの補助金ガイドラインで要求される水力バランシングは、効率という点で、正確なエネルギーフローに適合させるための手作業を簡素化し、それを凌駕する完成品に基づいて行うことができる。キーワード:効率は充足につながり、部分的な放棄につながることはよく知られている。これはすでに気候保護に大きな利益をもたらしている。したがって、何らかの理由で大きな解決策が実現できない場合は、この方法から始めるべきである。レンデミックスの起源は、高温回路と低温回路の直列接続にある。たとえば1階の床暖房は、1階の子供部屋と寝室のラジエーターからの還流を利用している。階下と2階では湯量が異なるため、大半のシステムメーカーは2回路に切り替えており、現在も切り替えている。当時、特許を取得したプロセスの開発者であるハンス・ゲオルク・バウナッハは、アーヘン工科大学で電気工学を専攻していたため、電流について詳しい。2000年前後のある日、彼はボルトとアンペアを油圧のサイズと単位に変換し、より強力な油圧のアイデアと制御技術のコンポーネントを型にはめ、ネジ止めしてインテリジェントなマルチポート・ミキシング・バルブを作り上げた。

シェーンラムは、最新の圧縮空気発生装置(手前)に切り替えている。この装置は、毎分約3立方メートルの空気を供給します。スクリューコンプレッサーは無菌空気エリアに供給され、オートメーション用のプロセスエアーを生成し、バルブの切り替えなどに使用されます。

バウナッハの原理(写真ではハウジングのないミキサー)は、貯蔵タンク内で低温と高温の間に高いデルタTを持つ成層を達成し、バッファータンクの中心からの水量を好ましく使用し、高品質の高温エネルギーをいわば一滴ずつしか注入しないことによって、高温をできるだけ長く維持するように設計されている。
再加熱を最小限に抑える
単一回路のソリューションは、かなりのエネルギーを節約する。それだけではない。マルチウェイミキサーは、下部にコールドゾーン、中央にウォームゾーン、上部にホットゾーンというように、バッファータンクの内容物を温度に応じて安定的に層状にすることができる。例えば、希望する条件を満たすのに温で十分な場合、上部のホットゾーンにアクセスする必要はない。一方、ホットゾーンにアクセスする必要がある場合は、コールドの代わりにウォームが追加される。つまり、ある消費者からの暖気還流は、常に第2の消費者に冷気還流を供給するために使用される。第一の消費者からのこの暖かい還流は、もはやバッファーの中央で終わることはなく、第二の消費者からの加熱された還流として貯蔵タンクの底で終わるので、成層は影響を受けない。これは安定したままであり、蓄積された貴重なエクセルギーはほぼ保存される。こうして、シリンダー内に大きなデルタTが生じる。熱発生器は、再加熱の頻度を大幅に減らすことができる。
以前のプレゼンテーションで、ハンス・ゲオルク・バウナッハは簡単な例を使って、高いスプレッドを維持することの利点を説明した。今、完全に混ぜ合わせると、どこでも55℃になります。熱は失われていないが、成層は破壊されている。熱発生装置は起動しなければならない。シリンダーが空だからではなく、もうお湯がないからです。シリンダーが空でないにもかかわらずボイラーを始動させなければならない場合、バッファーは、始動と停止が頻繁に繰り返されることから熱発電機を保護するという、その役割のひとつを果たすことができません。その結果、摩耗が激しくなり、始動時の損失が増大し、エネルギーの無駄遣いにつながるのです」。一方、レンデミックスの考え方は次のようなものだ:高グレードを保存する。負荷温度に手を加えることなく、動的負荷・負荷解除モードにおけるボイラーの能力を最大160%向上させることが、ビーベラッハ応用科学大学の試験で実証されている。
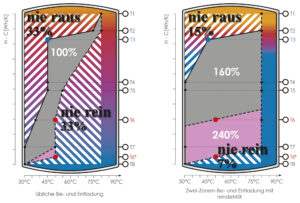
ビーベラッハ応用科学大学での長期テスト:2ゾーン原理によるバッファーの充放電。2ゾーン運転では貯蔵容量が160%増加し、ボイラーの再加熱頻度が大幅に減少した。
ボイラー効率ではなくシステム効率

マルチウェイミキサー付きメインディストリビューター
ロレンツ・マイヤーは、シェーンラムでバウナッハの原理が持つさまざまな利点に気づいた。彼は何年も前にSHT誌でバウナッハ原理を読み、さらに詳しく研究し、その技術を試し、それ以来、バウナッハ原理に誓っている。それ以来、彼はこのマルチウェイ・ブロックなしでオーダーを処理することはなくなった。「私は、2世帯住宅にバウナッハ・ステーションとバッファー・ストレージ・タンクを設置すれば、30%からそれ以上のエネルギー節約になると主張している。もちろん、バウナッハ・ステーションの上流と下流のすべてが、バッファー・シリンダーへの配管の統合に至るまで、正しくなければならない。シリンダーは暖房システムで最も重要な役割を果たす。ボイラーメーカーは92パーセントや93パーセントの効率を約束する。システムが最適化されていなければ、これはほとんど意味がない。暖房システムの多くは、あるいはほとんどの暖房システムでさえ、システム効率は最大でも75パーセントであり、それ以上は達成できないと私は確信している。これは、貯蔵タンク内に高温が混在し、エネルギー発生装置が常に反応して再加熱しなければならないためでもある。一部の同僚や最終顧客にとって、エネルギー発生装置は実際の暖房システムである。それは正しくない。顧客は、自分たちの投資の効率は92%や93%だと信じている。「しかし、顧客には効率を評価する指標がない。しかし、効率を評価する指標がないのです。彼らはその言葉を受け入れ、熱供給が少なくとも20%以上経済的である可能性があることを知らないのです。それが現実です」。多くの場合、それは売ること、金儲けのためだ。少し高価なバウナッハのミキサーのせいで、契約が取れないことを心配しているのだ。"同僚たちは、その有効性を売り込むのが難しいと感じている。状況はこうだ:会議や会話の中で原理を説明すると、彼らは大喜びする。しかし、いざ設置を依頼されると、その追加コストに頭を悩ませる。契約を失うことを恐れて、効率アップをキャンセルし、エネルギー生成装置、バッファ貯蔵装置、エネルギー消費装置の間の適切な技術を見送るのだ。Rendemixの原理があれば、エネルギーを節約することに関して、彼らはまったく別の次元にいることになる」。
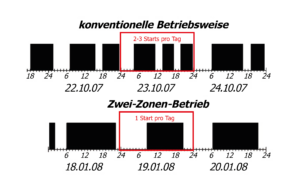
2ゾーン運転と従来運転のサイクル数比較
ビールの流れ
大麦や小麦(発芽した穀物)から得られる麦芽を粉砕し、水とともにマッシュタンに入れる。この桶には通常数千個の麦芽が入る。
リットル。マスターブルワーはこのマッシュを加熱する。この過程で、酵素が麦芽のデンプンを麦芽糖に変える。次のステップは、通常ドーム型の麦汁ケトル(別名ブリューケトル)で、マッシュとホップを数時間煮沸することである。ここでホップが苦味成分を放出し、ビールに典型的な苦味を与える。その後、バッチは発酵室に入る。ランドブラウエライ・シュレナムでは、発酵は開放容器で10日間かけて行われる。酵母が糖分をアルコールと二酸化炭素に変える。最後に、シェーンラム醸造所では生ビールを水平容器に貯蔵する。横型というのは、ある種の望ましい反応が反対側で起こるからで、横型貯蔵タンクの腹部の特殊な圧力条件に関係している。これらのタンクでの最終発酵の後、酵母や時には有害な物質を除去するために濾過が行われる。濾過後、ビールは初期圧力約1.5バールの直立加圧タンク(写真では3つ)に比較的短時間とどまる。そこから瓶や樽に充填される。




卸売りを通じた影響力
ペッティンガーは、この話には卸売業も影響していると確信している。「彼らは専門の施工業者を管理し、材料を提供し、時には設計図やデザインを提供する。バウナッハは線路上にいない。顧客は自分の意思で、材料はいらない、ミキサーステーションが欲しい、自分のプランに従って設置する、と言わなければならない。しかし、そこまで思い切ったことをする人はほとんどいません」。醸造所では、レンデミックスは実質的にすべての加熱回路と、低温用と高温用のすべてのタンクに接続されている。プロセス水のメイン貯蔵タンクは85,000リットル。このタンクは、ホールの一角に10メートルの高さで設置され、熱発電装置、プロセスからの熱回収用熱交換器、加熱回路からの還流熱、蒸気発生からのプロセス熱、圧縮空気発生からの廃熱など、さまざまなソースからエネルギーを回収する。ビール冷却用の冷凍システムからの凝縮熱も大型容器に流れ込む。「私たちのビール工場は、1キロワット時も無駄にしないよう努力しています。回収のために、多数の熱交換器を設置しています。以前は、その一部を屋根から吹き飛ばしていました。今はもうやっていません。すべての熱は工程内にとどまっています」とサッシャ・ウンターレーナーは言う。「また、エクセルギーとアネル ギーを混ぜ合わせて価値を下げるような水力セパレー ターはひとつもない。消費者グループは、配管の圧力損失が低いことから必要条件を引き出している。さらに、温水と冷水によってバッファシリンダー内に小さな熱浮力が生じる。私たちはこの浮力を利用して、水がほぼ自発的に消費者グループに流れるようにしている。シングルフロー・ポンプは必要ありません」。

シェーンラーマーは年間12万ヘクトリットルを生産している。
可能な限り低温
ビールと中間製品のためのアンモニア冷却システムは、排熱出力が80~220kWで、流路温度が33~39℃である。そのため、複合ビル内の多くの消費者が低温用に設計されている。それゆえ、床暖房、特大ラジエーター、輻射天井パネル、コンクリートコアの活性化などが採用されている。もちろん、高温も要求される。例えば、60℃の家庭用温水は65℃である。これもバウナッハ・ミキサーが担っている。ドーム上部のバッファータンクに貯蔵される85℃は、ボイラーハウスから供給される。エアコンプレッサーの温度は50~55℃である。約350万kWhの熱回収による廃棄物は、複合ビル内の暖房用水の消費者に完全に供給するために使用されます。また、温水の準備にも使われています」。20年前、多くの石油焚きボイラーが稼働していました。1780年創業のこの民間醸造所は、石油焚きボイラーを廃止し、水力最適化の数年前に工程と熱供給を近代化し、独自のガスパイプラインを持つことで、全国レベルのエネルギー比較で常にトップ5入りを果たしている。 この比較は生産効率に関するものである。1ヘクトリットルのビールを醸造するために、どれだけのエネルギーが使われているかを知りたいのだ。生産量10万ヘクトリットルの場合、熱は50キロワット時、電気は15キロワット時である。12万ヘクトリットルを生産していたシェーンラム社は、事業拡大に伴い、10万から50万ヘクトリットルの範囲に入った。それでも、同社がトップの座を獲得するのは難しい。「たとえば、40万ヘクトリットルの競合他社は、もっと近代的な機械を買えるからです」とサッシャ・ウンターレーナーは言う。とはいえ、同社は来年からヒートポンプを導入する予定だ。もちろん、ヒートポンプ、コンクリートコアの温度制御システム、床暖房システムも油圧でバランスを取らなければならない。ローレンツ・マイヤーにとって、マルチポートミキサーの原理を使えば、これは当然のことだ。
技術記事をPDFでダウンロードする
